






|
作業ノート 色々な場所からかき集め、自分で確認できた鍛冶情報や技術を、覚書として残していきます。 1>鋼材について
ヤスリ>古いスウェーデンかフィンランドのメーカーの物→スウェーデン鋼を使用している確率が高い。C.O. Oberg & co Eskilstuna (現在のBahco Files)のヤスリは今の所調子の良い刃物になっている。刃持ちはイマイチだが、比較的研ぎ易く、良く切れる刃が付く。 グラインダーに押し当て、火花の様子を見て炭素含有率の見当をつける。 短く激しい火花、何段にも炸裂し、枝分かれする物>高炭素鋼 → 刃金に良い。 暗く長く、殆ど炸裂しない>軟鉄 → 地金に良い 暗く長く、殆ど炸裂しないが、先で膨れが出る。>鍛鉄(wrought iron) → 地金に良い 参照> http://en.wikipedia.org/wiki/Spark_testing http://www2.memenet.or.jp/kinugawa/hibana/8000.htm ベンチマーク ヤスリ(Sandvik鋼)  安物のヤスリ(メーカー不明)  火花試験が良ければ、焼入れをして見る。 ・厚さ2〜3mm位に伸ばす ・焼入れ ・ヤスリをかけて確認 ・焼き戻しをかける→ヤスリで確認>>これを低温から繰り返し、焼き戻し温度を確認。(焼き戻しはガストーチを使い、色で判断する‐覚えておく。)
鋼材を適当な大きさに切る。 ↓ 鍛接に適した大きさ、形に整える→金肌の除去→鍛接(1050℃) ↓ 素延べ(1050℃→950℃→900℃) ↓ 鍛錬整形(900℃→850℃→800℃) ↓ 鍛錬鎬出し、仕上げ鍛錬(800℃→780℃) ↓ 姿だし(削り整形) ↓ 刻印打ち(エッチングしない場合) ↓ 焼きなまし(変節温度へ上げて、一晩かけて冷ます。ここで黒皮付け。) ↓ 土置き、 ↓ 焼き入れ ↓ 窓開け・焼き確認 ↓ 焼き戻し(黒皮安定化処理も同時に行う) ↓ 研ぎ出し ↓ 仕上げ、化粧、穴あけ ・鍛接面の金肌をワイヤーブラシかグラインダーでしっかりと取る。鍛接不良の原因になる。 ・赤めたら、鍛接面をヘラやワイヤーブラシでこそげて鍛接剤をスプーンで軽くかける。 ・鍛接する鋼材を合わせたら、ハシなどでしっかりと抑えて炉の中へ。鍛接剤が飴の様に溶けるまで保持。 ・脱炭覚悟で鍛接温度まで上げる。 ・温度が上がったら、すばやくアンビルの上で叩く。真ん中を『バン!!』→周囲を『バン・バン・バン!!』と手早く叩く。結構大きな爆発音がするはず。 ・鍛造温度に過熱して、横から叩いて付きを確認→剥げたら失敗! ・素延べ>1050℃→950℃→900℃と段階的に温度を下げながら、大体の形を打ち出す。どちらが刃になるかきちんと確認しておく事。 ・鍛錬整形>900℃→850℃→800℃と段階的に温度を下げながら、形を決める。850℃→800℃の時に、切っ先を切り出し、鎬も少し出し始める。 ・鍛錬鎬出し、仕上げ鍛錬>800℃→780℃と段階的に温度を下げながら鎬を打ち出し、姿を決める。780℃で馴らし打ちをし、槌目を出来るだけ取る。 ・姿だし(削り整形)>ヤスリ、センなどを使って線を通し、姿を整える。この時に、刃先を1mm前後まで出してしまう。 ・刻印打ち>エッチングでメーカーマークを入れない場合はここで打っておく。 ・焼きなまし>鋼の変節温度へ上げてから一晩かけてゆっくり冷ます。灰の中、火をおとした炉の中などに放置するとゆっくりさめる。この焼き鈍し工程で、鋼内部のストレスを取る。黒皮を付ける場合は、トノコを塗ってから焼き鈍し→黒皮が付く。 ・土置き>焼き刃の付を調整したり、刃紋を付けたい時は焼き刃土を盛る。 ・出来るだけ周囲を暗くする。夜行うのが良い。 ・炉に火を入れ、その火で焼入れ媒体の温度を上げる。目安として、水20℃〜30℃、油40℃〜50℃ ・炉が暖まってきたら、作品を遠火であぶる。 ・作品が熱くなってきたら、だんだんと火に近づけ変節点まで過熱する。 ・過熱時には、出来るだけ炭の中には突っ込まない。 ・時々、全体が斑無く過熱されているか確認する。 ・炭素鋼の場合、温度が750℃〜800℃位(薄橙色〜黄色)、磁石がつかなくなるまで斑無く過熱できたら、焼入れ媒体にスムーズに突っ込む。 ・切っ先は冷め易いので、切っ先からすばやく入れる。部分焼きの場合はすばやく入れた後即、刃先(焼きを入れる部分)のみ冷却されるように調整する。 ・窓開け・焼き確認>鎬から刃にかけての焼き刃土、黒皮を落とし、ヤスリで焼きを確認する。 ・焼き戻し>出来るだけ焼入れから時間をおかずに行う。炉の遠火か、バーナーを使い、峰の方から焼き戻し温度に均一に過熱する。黒皮安定化処理(アマニ油を過熱初期に重ね塗りする)も同時に行う ・焼きいれ焼き戻しで、作品が反ったりしゃむいた時は、焼き戻し後に叩いて修正する。アンビルや鉛の塊の上で叩くか、万力などで修正する。全鋼の場合は殆ど修正不可能、焼きなおすのが吉!。 !!!焼き入れ時のゆがみについて!!! 原因としては、焼き入れ時にバランスよく水没しなかった、焼き入れ前の焼きなまし不足、が考えれる。 油で焼きいれると、ゆがみなどの問題は殆ど解決するが、焼きはあまり堅くならない。 ・研ぎ出し>とにかく研いで刃を付ける。グラインダーを使う場合は過熱させないように。 ・仕上げ、化粧、穴あけ>仕上げ加工を施す。鏡面、エッチングなど。タングの穴あけなども行う。 3>姿出し手順
鋼材>ヤスリ ヤスリの目をグラインダーですべて落とす。 ↓ くり小刀のような形状に削り出すか打ち出す。 ↓ 刃付けをする。 ↓ 過熱し、ラジオペンチなどで?マークになる様に曲げる。しのぎは曲がりの外側。 ↓ 焼き鈍しを行う ↓ 焼きいれ ↓ 焼き戻し ↓ 仕上げ砥、革砥をかけて仕上げる。 ↓ 柄付け
鋼材>ヤスリ ヤスリの目をグラインダーですべて落とす。 ↓ 赤めて適当な長さにタガネで切る。 ↓ アンビルと、ハンマーの角を使ってタングと刃の境目を作る。 ↓ タングを細長く打ち伸ばす。刃元からタングの先に向かってテーパーが付くように。 ↓ 刃先を斜めに切り落とす。切っ先の元になる。 ↓ 刃を打ち出す。鎬が出るように、刃幅が出るように伸ばす。そりが出るがあまりなおさない。 ↓ しのぎから峰側を打ち伸ばす。鎬より峰が薄くなるように。これで峰側の幅を出し、そりを戻す。 ↓ そりが戻りきらなかったら叩いて戻す。刃の形状を整え、槌目を取る。 ↓ タングの厚さ、幅、テーパー、線を整える。 ↓ ヤスリを使い整形、線を通す。 ↓ 刃先の厚さを1mm程度まで落とす。鎬線を決める。 ↓ 焼き鈍し。 ↓ 曲がりなどを確認し、修正が必要ならここで行う。 ↓ 焼きいれ。鎬付近から先のみの部分焼入れ。 ↓ 峰から過熱し、焼き戻す。 ↓ 刃付け、研ぎを行う。 4>装飾
道具
・ワニ口クリップ ・脱脂綿 ・食塩水 ・ステンシル 方法
・しっかりと脱脂する。 ・ステンシルを貼る。 ・+極をナイフに、−極を脱脂綿に繋ぐ ・脱脂綿を食塩水に浸し、エッチング部をぬぐう。 ・好みの深さに侵食されたら、ステンシルを剥ぎ、ナイフを良く洗う。 道具
・レーザープリンター ・PC+画像編集ソフト ・鋏 ・アイロン ・エナメル塗料 方法
・インクジェットプリンター用フォトペーパーへレーザープリンターを使って印刷する。 ・必要な部分を、余裕を持って切り取る。 ・印刷面をナイフあて、アイロン(温度は高設定)で圧着させる。 ・冷えたら水につけ、ペーパーをそっと剥ぎ、黒くない部分をスポンジや、ブラシなどてそっと丁寧に取り除く。 ・印刷の黒い部分が少し取れてしまった場合は、エナメル塗料で補修。 ・印刷の黒い部分がきれいに残っているのを確認したら、ステンシルの周囲をエナメル塗料で補助マスキングして完成。 道具&材料
・レザークラフト用針2本 ・仕立て用目打ちか、細い千枚通し(菱目はあまりきれいにならない) ・ベジタブルタン・レザー(ナチュラル) ・厚さ5mm程度の板2枚。(長さ>刃渡り+2cm。幅>刃幅+1cmくらい) ・糸引きロウ、もしくはビーズワックス ・A4紙1枚(型紙用) ・ラップ ・ステッチルレット4mmか5mmピッチ(無ければコンパスを代用) ・ボーンスティック(プラでもOK) ・ボールペンか鉛筆 ・染色剤(染色したい場合) ・木工用クリップ 方法
作り方は鞘の作り方と同じで簡単。 ・厚さ5mm程度の板2枚(長さ>刃渡り+2cm。幅>刃幅+1cmくらい)を用意。ナイフの刃を当てて、形を映す。 ・片方の板を刃が厚み半分嵌る形にくり貫く ・もう片方の板も同じようにくり貫く(方向に気をつける!) ・2枚を仮組して、刃がスムースに入ることを確認!(きつ過ぎず、ゆる過ぎない程度に)口は面取りして入れやすくする。 ・2枚を接着  ・外形を削り出す>この形はそのままレザーシースの形に出るのでバランスを見ながら  ・軽くヤスリをかけて、でこぼこを取ったら完成!  2>型紙作り。 ・ナイフにインナーつけ、ラップを巻く。 ・ナイフのナガサ方向に1cm置きに印をつける。 ・A4紙を半分に折り、1cm置きに印をつける。 ・シースに使うレザーを5mm幅に切り、ナイフに巻きつけてサイズを計測。 ・計った長さを半分にし、1cmから1.5cmを足して、紙に写す。 ・これをそれぞれの印の場所で行い、対応したA4紙上の印へ写していく。 ・すべてが計り終わったら、A4紙上につけた印を滑らかな曲線で繋ぐ。 ・この曲線に沿って切り抜き、折り目を広げれば、型紙完成。 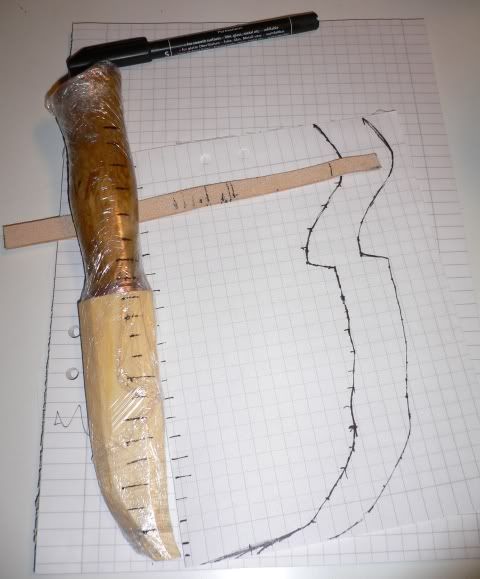 2>シースを縫う。 ・型紙に合わせてレザーを切る。 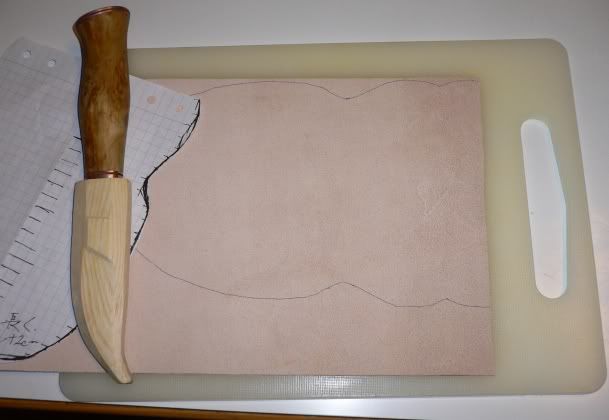 ・ナイフ+インナーに巻いてあったラップを取り、ナイフの柄にだけ巻きなおす。 ・レザーを水に、泡が上がらなくなるまで漬けたら取り出して、軽く水気を取る。 ・ナイフ+インナーに、裏側に合わせ目が来るように出来るだけぴったりと巻きつけ、木工用クリップで固定する。 ・ウェットフォーッミングしながら縫う。縫い目を出来るだけナイフ+インナー近くにし、レザーをきつく引き付けながら縫う。 ・凹凸の場所は、ボーンスティックをこすり付けるようにして整形する。 ・縫いあがってある程度乾いてきたら、縫い合わせ側の余分なレザーを切り取る。  ・レザーが完全に乾いてしまう前に、染色する。  ・染色後ある程度乾燥したら、コバにビーズワックスをすりつけ、ボーンスティックで磨く。熱くなる位こする。  ・コバみがきが出来たら、全体にレザーオイルなどを塗り、磨いて完成。  !!!注意>作りはじめから、完成+4日〜1週間はナイフを抜かない。レザーが乾燥すると縮むので、ナイフを入れっぱなしにしておかないと、入らなくなくか抜けなくなる。!!! |